人が足りない
欠勤・採用難・教育期間の長期化により、同じ人数で安定稼働を維持することが難しくなっています。
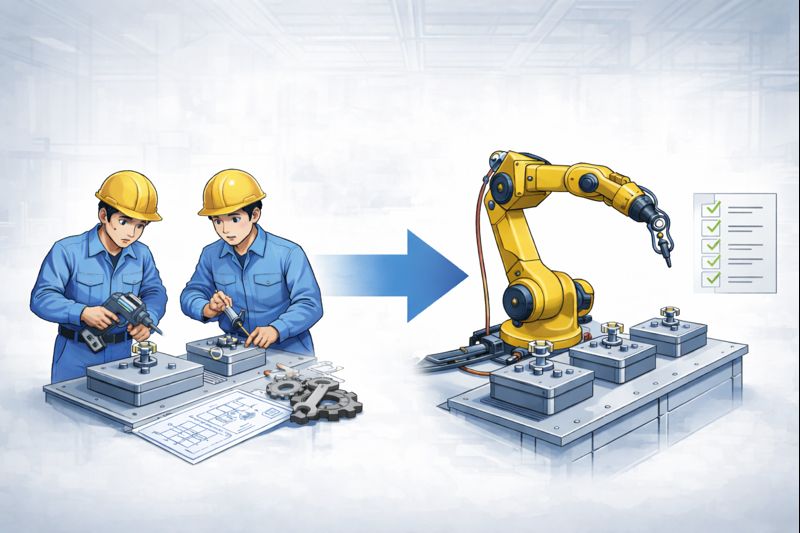
WHY AUTOMATION
ロボット導入の目的は、人を置き換えることではありません。品質・納期・安全・技能継承を守るために、反復作業を標準化し、人が判断と改善に集中できる現場へ変えることです。
STANDARDIZATION FIRST
反復・危険・ばらつきやすい作業を標準化し、人は創造と判断へ。
自動化の入口は、ロボットの機種選定ではなく、工程のどこにムダ・ばらつき・危険・属人化があるかを見極めることです。
PROBLEM
採用難、ベテラン退職、品質要求の高度化、短納期化。どれか一つの対策ではなく、作業そのものを再現できる形に整理することが必要です。
欠勤・採用難・教育期間の長期化により、同じ人数で安定稼働を維持することが難しくなっています。
姿勢、速度、力、確認方法が作業者ごとに変わると、不良・手戻り・再検査が増えます。
重量物、刃物付近、油・切粉環境、単純反復作業は、事故や疲労の原因になりやすい工程です。
ベテランの勘や手順が暗黙知のままだと、退職や異動で同じ品質を再現しにくくなります。
VALUE
同じ姿勢、同じ速度、同じ条件で繰り返せる状態を作ることで、人は検査、判断、改善、段取りなど、より価値の高い仕事に集中できます。
作業条件を固定し、ばらつきや手戻りを減らします。
人の疲労や待ち時間による変動を抑えます。
危険点付近の反復作業を人から切り離します。
動作、条件、判定基準を仕様として残します。
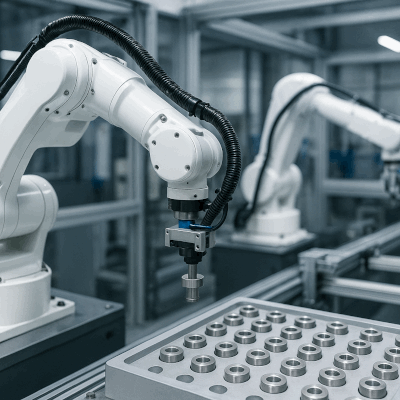
TARGET PROCESS
共通点は、動作が繰り返しであること、ワーク姿勢や供給方法を決められること、品質判断の基準を定義できることです。
マシニングセンタ、旋盤、研削盤の前後工程を安定化します。
画像処理や測定機を組み合わせ、判定基準を統一します。
装置間の待ちや手運びを減らし、ライン全体の流れを整えます。
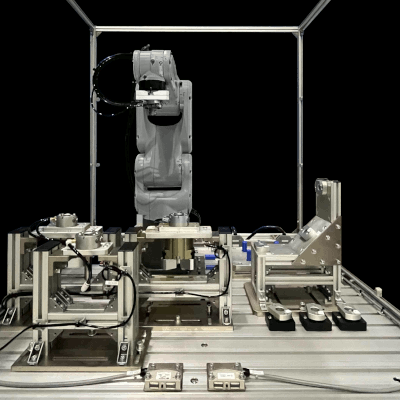
ROBOT SELECTION
協働ロボット、多関節ロボット、スカラ、パラレル。機種名から決めるのではなく、ワーク条件、タクト、スペース、安全、段取り替えから最適な構成を整理します。
協働ロボット。省スペースで、小さく始めやすい構成。
人との近接作業や既設ラインへの後付け検討に向いています。ただし、安全速度、停止距離、リスクアセスメントを含めた設計が必要です。
多関節ロボット。複雑な姿勢変更や機械間搬送に対応。
自由度が高く、投入、取り出し、姿勢変更、パレタイズなど幅広く対応できます。安全柵や周辺装置との連携設計が重要です。
スカラロボット。水平動作を速く、正確に繰り返す。
整列、挿入、簡易組立、検査前後のピック&プレースなど、短サイクルの水平搬送に向いています。
パラレルロボット。軽量ワークを高速に仕分ける。
軽量物の高速ピック&プレース、選別、箱詰めなどに適します。ワークのばらつきと供給姿勢の整理がポイントです。
CHECK POINT
PROCESS
初期段階では、設備名よりも工程条件の整理が重要です。自動化すべき作業と、人が関与すべき作業を切り分けます。
作業手順、ワーク姿勢、投入・排出、段取り、危険点、停止要因を確認します。
どこまでロボット化するか、どこを人が担当するかを分け、段階導入の可能性を確認します。
ロボット、治具、ハンド、安全、画像、搬送を組み合わせ、動作やタクトを検討します。
初期流動、復旧手順、教育、保守、横展開まで確認し、使い続けられる状態へ整えます。
CONTACT
図面や仕様が揃っていなくても問題ありません。現場写真、ワーク情報、現在の作業手順、困りごとが分かれば、検討の入口を整理できます。